The Challenge
The Client needed to convert the instrument gas devices at (4) natural gas compression facilities in Oklahoma to instrument air service in a 6-month period.
OOOO(b) requires that process controllers emit no identifiable emissions. Instrument air systems are inherently emissions free, so they are not subject to requirements specified in subpart 60.5390b.
The Solution
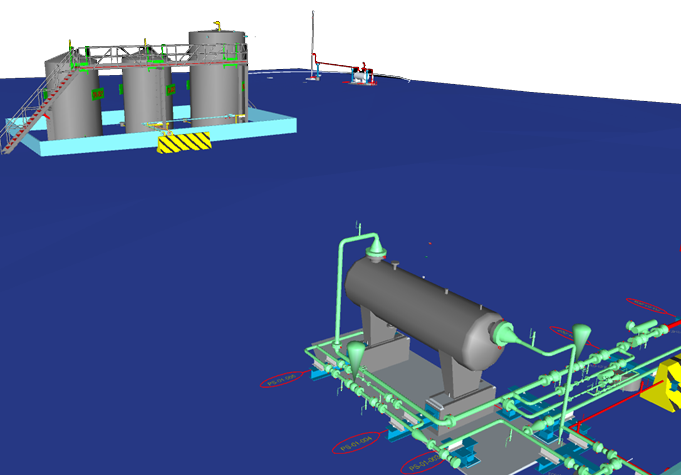
CANUSA EPC conducted site visits to audit all the instrument gas users at the facility, as-build the P&IDs for IA users, and validate facility electrical capacity to add an instrument air skid. Sizing requirements for the instrument air compressor skid were provided to account for all users and start air for the natural gas compressors.
The design and construction packages were executed in sequential order to meet accelerated schedule deadlines.
Engineering
- Walk down (4) facilities
- Instrument demand study
- Start air evaluation
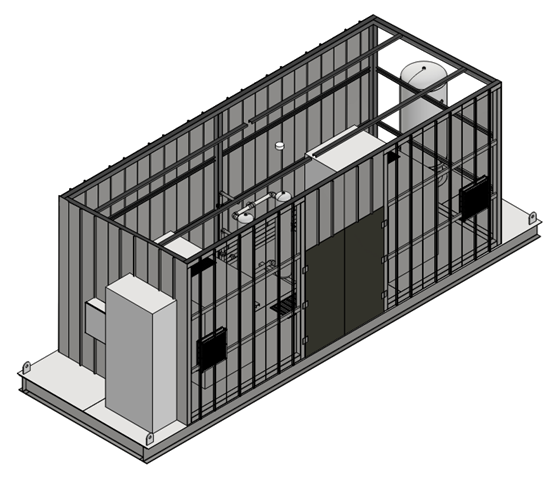
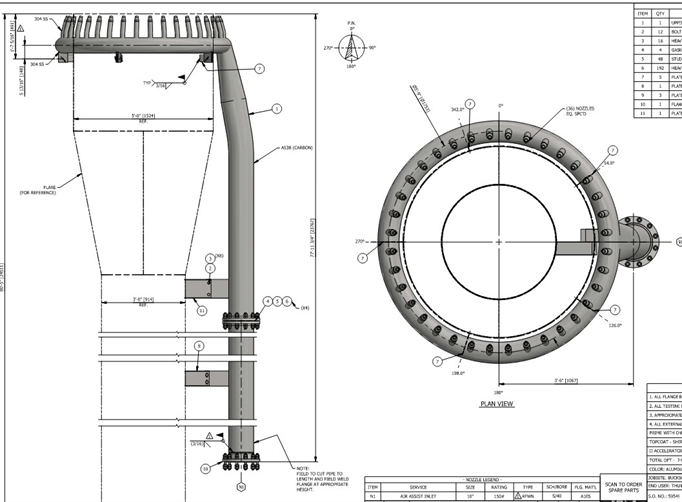
- Instrument air skid specifications
- Dual compressor design for
- Recommend electrical upgrades
Design
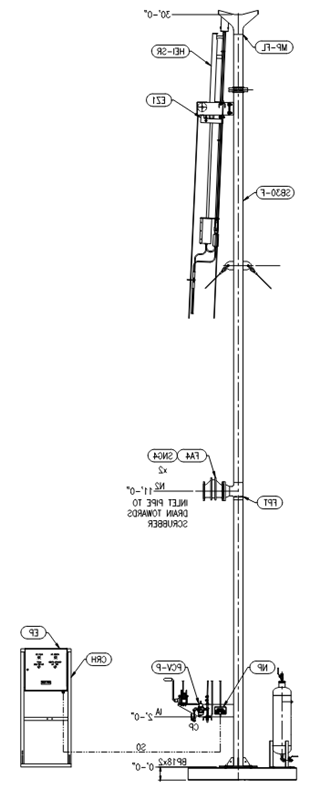
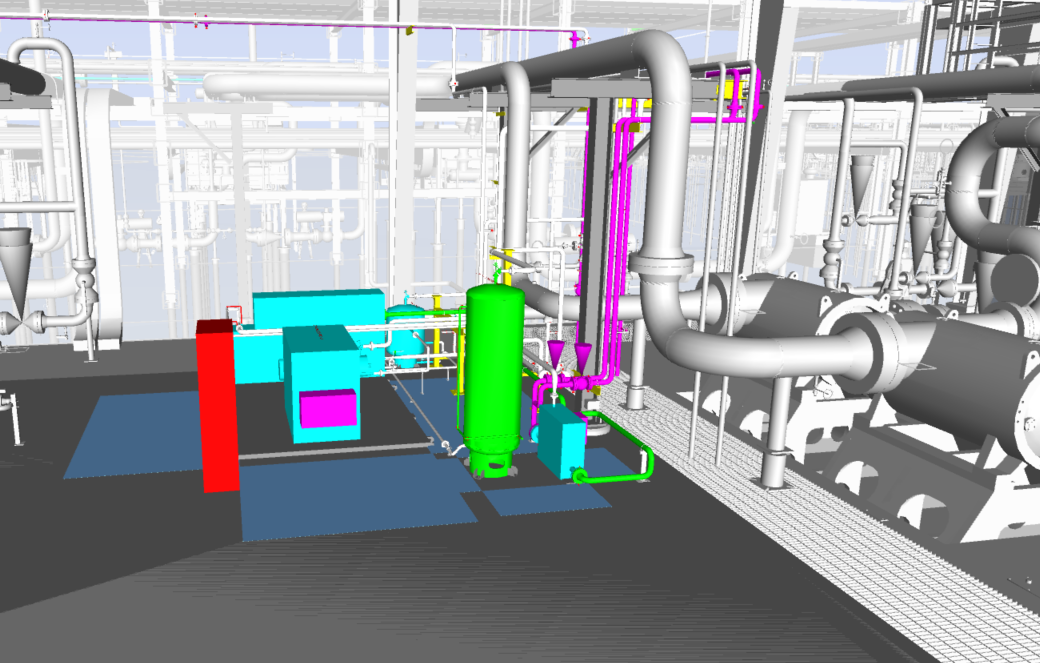
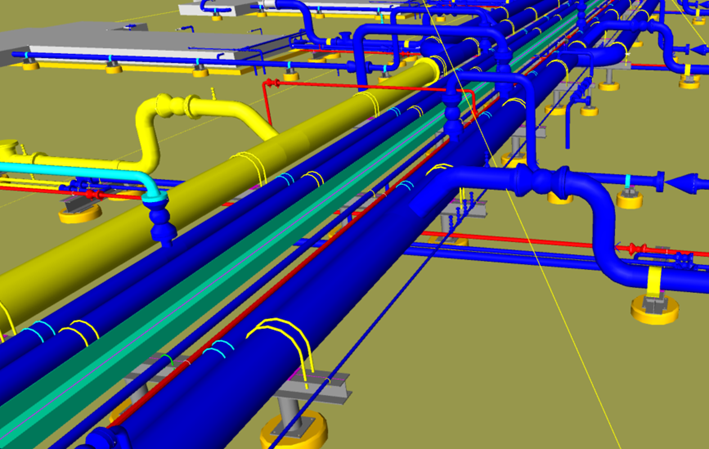
- Isometric riser details for IA user areas
- Header design to account for future start air
- Electrical and utility upgrades
The Results
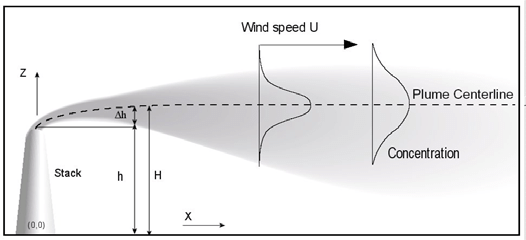
Reduction in fugitive emissions and venting from previous IG users and compression start-up
- Successfully achieved reduction of all instrument gas users
- Calculated emissions reduction of 153 MTPY of methane
- Compliance with OOOO(b) section 60.5390b
- 25% reduction in engineering design on a site basis