The Challenge
Our client was developing a helium basin and needed to process the raw gas production at a central facility to concentrations of 95% or better to meet tolling contracts. The project required the facility to be expanded to handle a doubling of raw helium production to 4 MMSCFD. The client required expandable trailer filling capacity as the field developed to meet product takeaway. The project timeline incorporated a phased build approach to meet current processing needs and future expansion plans.
The Solution
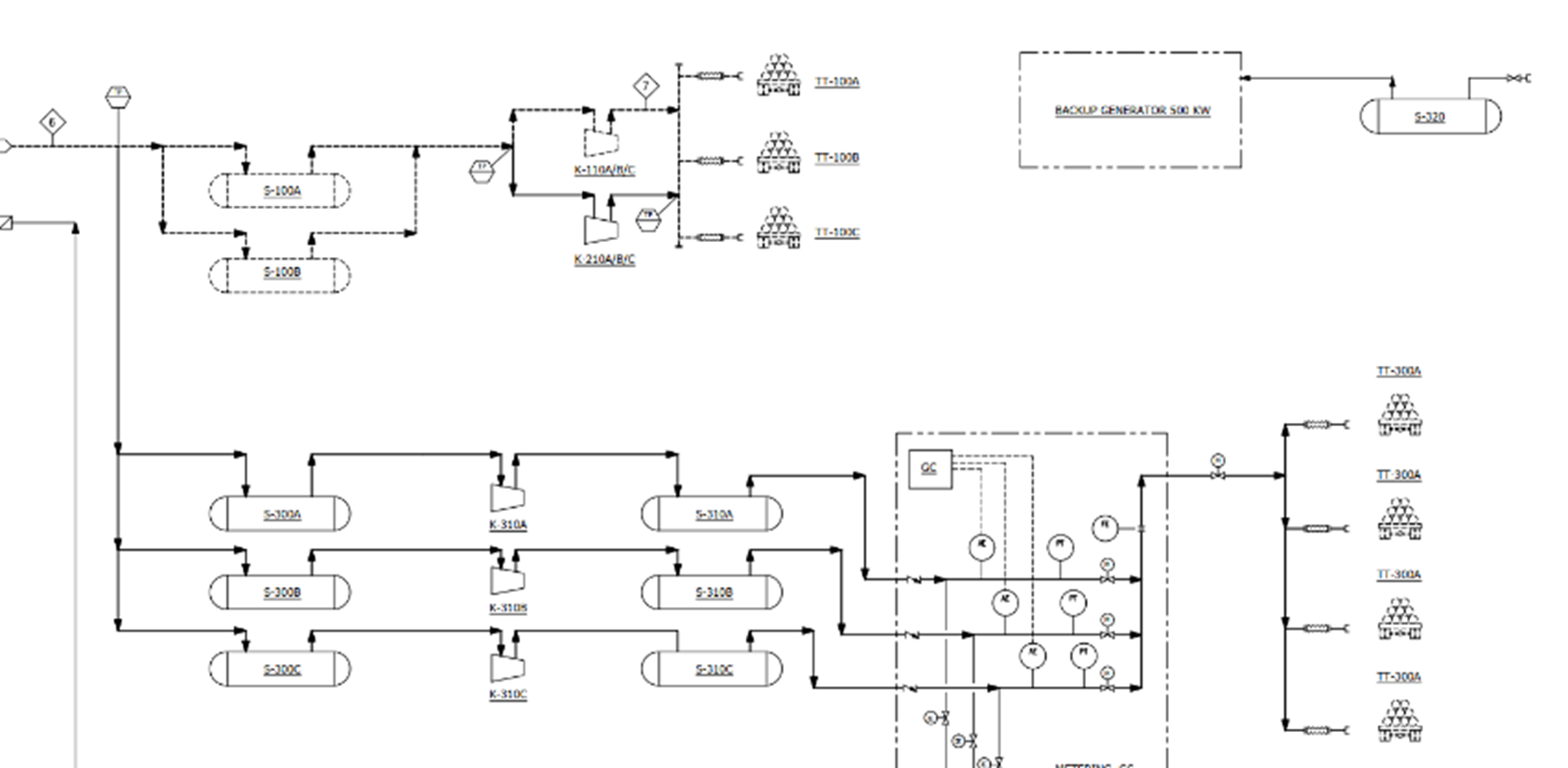
CANUSA EPC visited the site to review the current facility capabilities and worked with a technology provided to expand the front-end membrane capacity. Loadout for the additional capacity was executed by expanding the number of Bauer compressors to fill additional trailers.
Provided process and mechanical design to increase the inlet capacity of the system
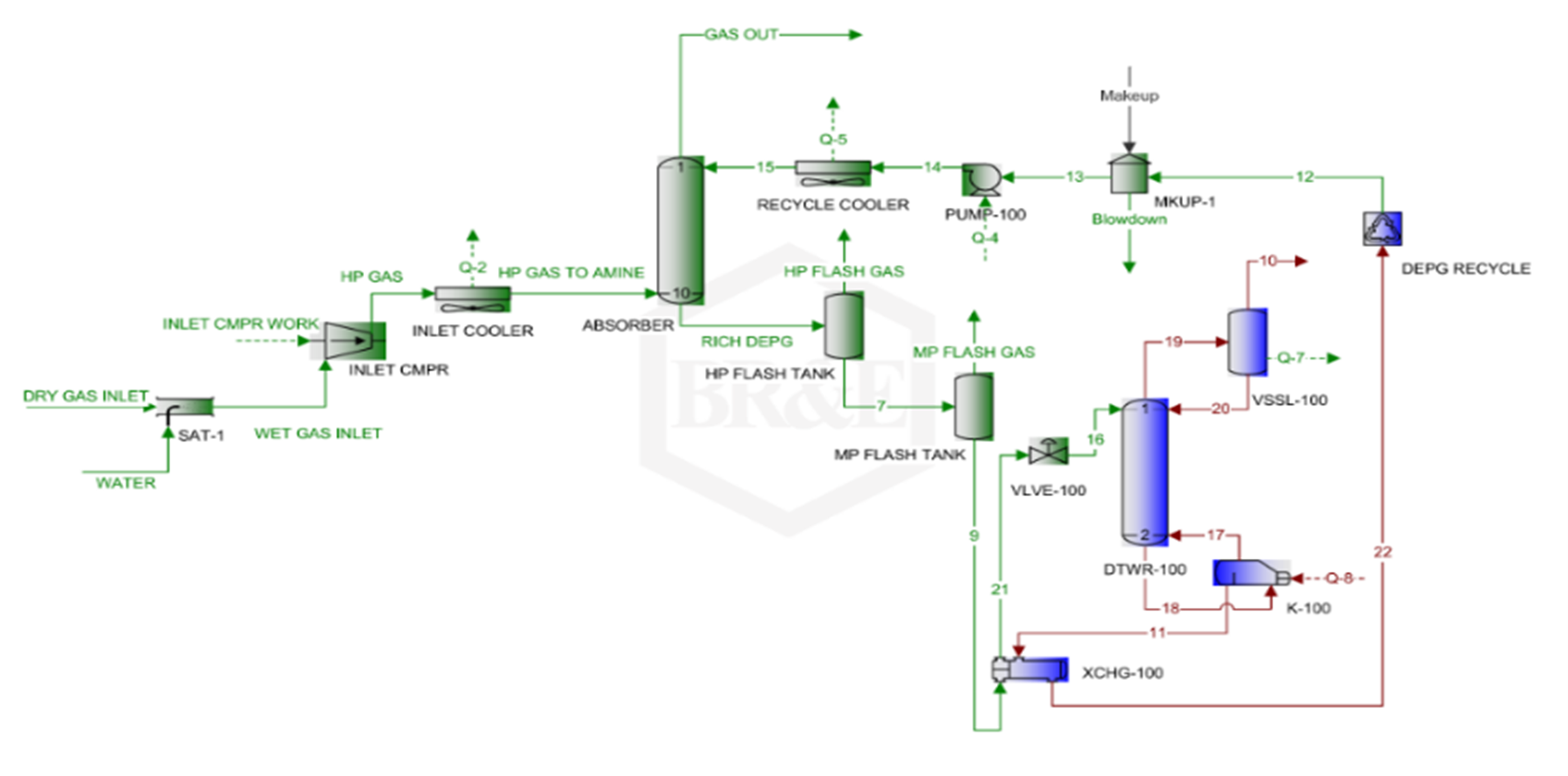
- Raw inlet gas treatment design to remove water and meet dew point for separation
- Membrane package specification, evaluation, and procurement to meet required helium purity
- Future membrane series deployment for enhanced throughput at the lowest cost solution
Evaluation of utility needs
- Developed an electrical design package that could utilize the existing onsite power
- Identified limits to the current site transformer for expansion
Vendor evaluation and support for procurement
- Managed vendor design deliverables to determine the balance of plant requirements
- Evaluated commercial offerings to provide recommendations that aligned with the Client’s needs
The Results
Provided project designs that allowed for expansion of the facility as wellhead gas production increased
- Scalable solution for the addition of future membranes, without large upfront capital costs
- Confirmed utility requirements, avoiding the need to invest in additional utility scope and costs
- Leverage technology vendor’s expertise on membranes to meet the Client’s requirements